公司新闻
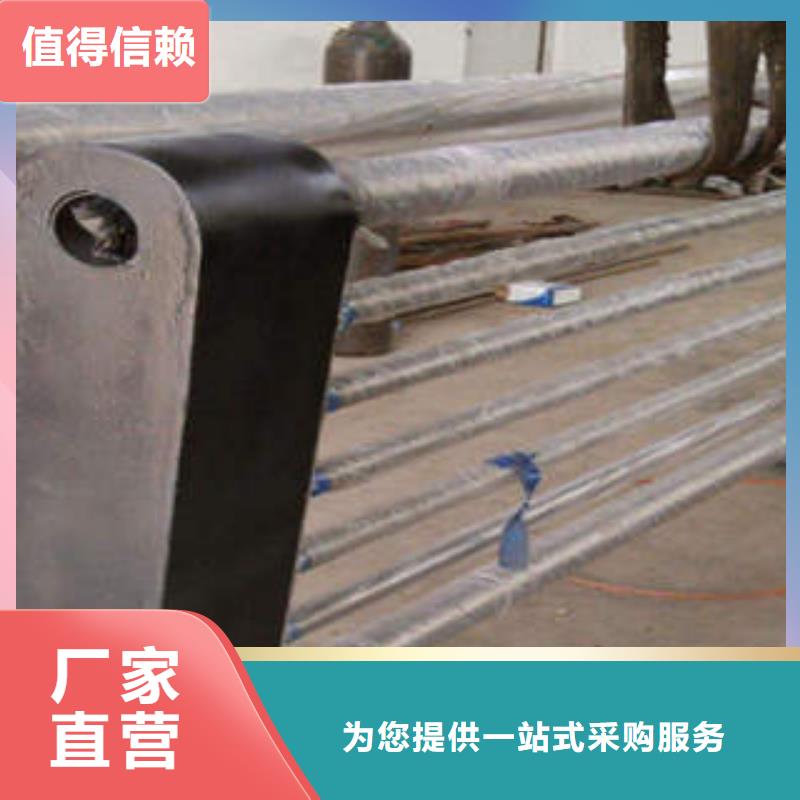
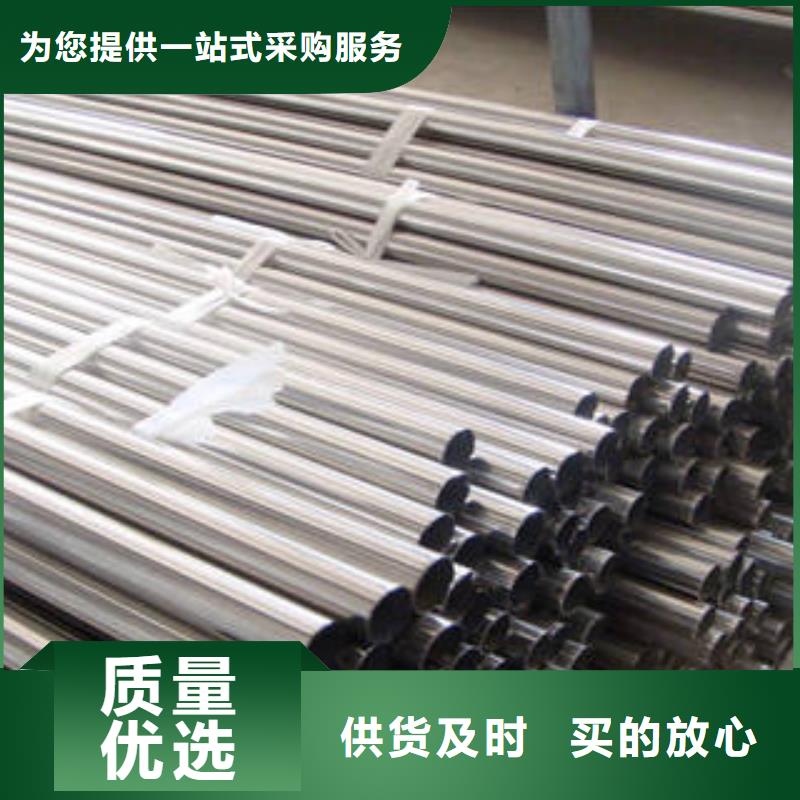
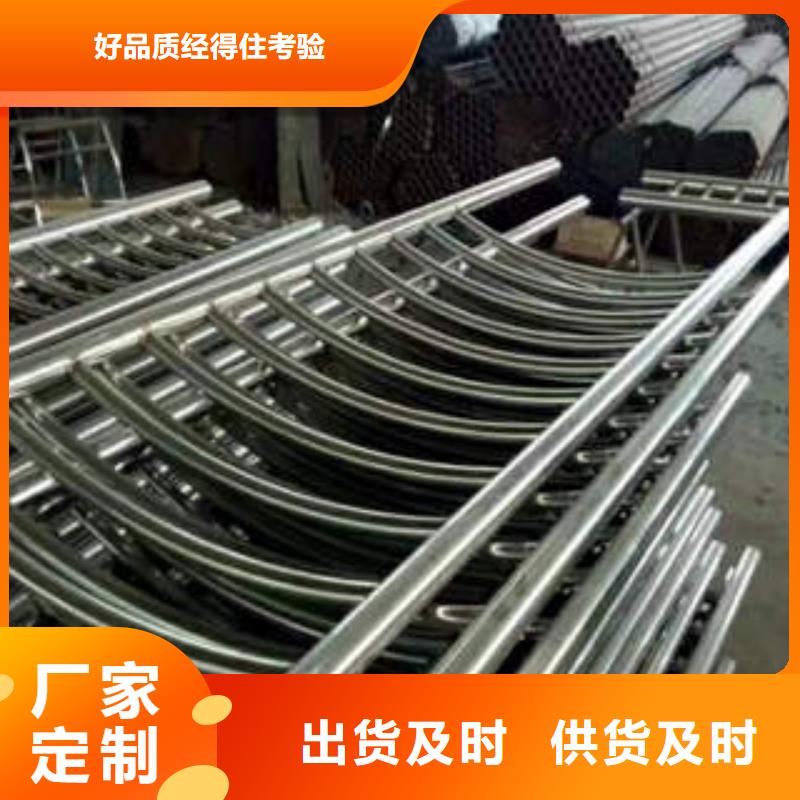
不锈钢复合管超高性价比
更新时间: 2026-01-06 17:04:27 ip归属地:长治,天气:晴,温度:-10-3 浏览:1次
以下是:长治市襄垣县不锈钢复合管超高性价比的产品参数
【茂硕 】业务覆盖多领域场景,主营平顺不锈钢碳素钢复合管护栏厂家专注产品质量与服务、壶关不锈钢碳素钢复合管护栏厂家从源头保证品质、沁源不锈钢碳素钢复合管护栏厂家可零售可批发、武乡不锈钢碳素钢复合管护栏厂家品质优选等产品服务。在长治市襄垣县本地采买不锈钢复合管超高性价比到茂硕钢铁 (长治市襄垣县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:付经理-【18762195566】。 山西省,长治市,襄垣县 战国初期,赵襄子筑城于此,故名襄垣。西汉初置县,历代未改,已有2400多年历史。2009年,被联合国教科文组织命名为“中国千年古县”。襄垣历代英才辈出,主要历史名人有汉初政治家张良,东晋高僧法显,明代?“三部尚书”刘龙等,其中法显是世界杰出的佛学家、旅行家、翻译家,是中国民间西行求法人,比唐玄奘早230年,比哥伦布发现美洲大陆早1080年。襄垣也是中华连氏发祥地,2009年4月国民党名誉主席连战曾专程回乡寻根祭祖。
文字的描绘可能无法完全捕捉不锈钢复合管超高性价比产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:长治襄垣不锈钢复合管超高性价比的图文介绍
冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。



不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



良好的社会信誉让我们在过去的十几年间发展壮大,成就了今天具有一定规模和生产实力的 不锈钢碳素钢复合管护栏厂家生产厂家。于此,长治襄垣茂硕钢铁 有限公司更加注重塑造和维护良好的企业形象,始终坚持诚信经营、优质服务的经营理念,优质、开拓创新的企业精神服务于每位客户,与客户达成了良好的合作关系。我们在全国建立起了一个庞大的销售网络,但有所需,我们将竭诚为您服务并保证让您满意 。

在长治市襄垣县采购不锈钢复合管超高性价比请认准茂硕钢铁 (长治市襄垣县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:付经理-【18762195566】)。
其他新闻
- 波形护栏-欢迎来电洽谈 2026-01-06
- 性价比高的不锈钢井盖供货商 2026-01-06
- 弯供机定做-弯供机厂 2026-01-06
- 靠谱的NM360耐磨板供货商 2026-01-06
- 钢板制造厂 2026-01-06
- 不锈钢复合管质量有保障的厂家 2026-01-06
- 可定制的压花供货商 2026-01-06
- H型钢批发厂家 2026-01-06
- 景区护栏用途 2026-01-06
- 桥梁护栏生产定制 2026-01-06
- 供应烙馍机的生产厂家 2026-01-06
- 质量可靠的欧标方管销售厂家 2026-01-06
- 本地无缝钢管供应商 2026-01-06
- 专业生产制造不锈钢复合管护栏的厂家 2026-01-06
- 复合管-复合管可定制 2026-01-06
产品分类
产品


联系方式
